Verbindungen im Stahl

Verbindungen im Stahlbau spielen eine zentrale Rolle für die strukturelle Integrität und Stabilität von Konstruktionen
Es gibt zahlreiche Verbindungstechniken wie Schweißen, Schrauben oder Nieten, die je nach den Anforderungen und dem Umfang des Projekts eingesetzt werden. Die Wahl der richtigen Verbindungstechnologie hängt von Faktoren wie Material, Belastungen, Korrosionsbeständigkeit und Wartungsfreundlichkeit ab. Die Anwendung moderner Schweiß- und Verbindungstechnologien erhöht die Präzision und Qualität der Verbindungen im Stahlbau.
- Verbindungen im Stahl- und Metallbau
- Material der Schrauben
- Herstellung von Kopfschrauben
- Fügen durch Schweißen
- Schweißbarkeit eines Bauteils
- Unterpulverschweißen
- Lichtbogenschweißen
- Nieten
- Nebenleistungen
Verbindungen im Stahl- und Metallbau
Verbindungen mit Schrauben werden oft so gestaltet, dass sie später wieder gelöst werden können. Schrauben können entweder ein Vollgewinde oder ein Teilgewinde haben. Die Komponenten, die die Stahlprofile miteinander verbinden, sind genauso wichtig wie die Profile selbst. Es gibt zahlreiche Möglichkeiten dies zu tun, und die wichtigsten Methoden werden kurz dargestellt.

Schrauben werden wie folgt beschrieben:
zylindrischer oder leicht kegeliger (konischer) Körper
in der Oberfläche ein Gewinde geschnitten oder -gewalzt.
an einem Ende ist ein Schraubenkopf angesetzt.
Über das “Kinn” des Schraubenkopfes (Ringfläche, unten) erfolgt die Kraftübertragung auf das mit der Schraube zu befestigende Teil
das Kraftübertragungsdetail ist meist eine Platte, durch die die Schraube gesteckt wird
Der Schraubenkopf ist am Rand oder auf seiner Oberseite so geformt, dass er mit einem Schraubendreher oder -schlüssel verbunden werden kann.
Die Schraubenarten unterscheiden sich wesentlich durch ihr Gewinde.
Metallschrauben: Schaft und Kontur des Gewindes zylindrisch. werden nur in Teile mit passendem Muttergewinde eingeschraubt. Metallschrauben bestehen aus Metall (selten aus festen Kunststoffen). Die Teile, in die sie eingeschraubt werden, bestehen häufig aus Kunststoff.
Holzschrauben: Der mit Gewinde versehene Schaftteil endet spitz. Die Flanken des Gewindes sind spitzer als die von Metallschrauben (Voraussetzung, dass das Gewinde im Gegenstück mittels der Schraube selbst bei der Montage eingeschnitten wird. Eine allfällige konische Form führt dazu, dass das Einschraubloch geweitet wird und der Gegendruckwiderstand eine bessere Formschlüssigkeit auch bei kurzen Schrauben gewährleistet. werden traditionell für das Einschrauben in Holz verwendet, in das entweder gar kein Loch oder nur eins mit kleinem Durchmesser vorgebohrt wird. Das Gleiche gilt für das Einschrauben in Kunststoffteile.
Spanplattenschrauben mit zylindrischer Kontur und spitzen Flanken, dienen zum Eischrauben in Spanplatten und Gipskartonplatten, auch zum Einschrauben in Dübel verwendet.
Schraubenkopfformen
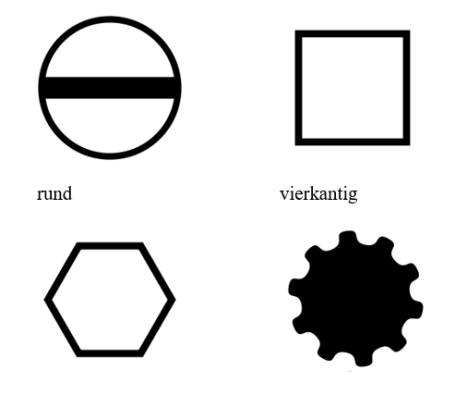
Man unterscheidet die Kopfform von Schrauben nach den folgenden Gesichtspunkten:
Rand: rund, vielkantig (meistens sechs-, seltener vierkantig) oder geriffelt (sehr selten: Rändelkopf)
Oberseite, Rand und Unterseite im Schnitt Oberseite: eben, eben-gerundet, kugelig (maximal halbkugelig), kegelig. Rand: meistens zylindrisch, seltener schwach konisch. Unterseite: meistens flach, häufig kegelig (Senkkopf)
Kopfhöhe
Außendurchmesser.
Schraubenkopf (Rand)
Aufgrund ihrer vielfältigen Anwendungen haben Schraubenköpfe oft verschiedene Bezeichnungen, wie beispielsweise Senkschrauben.
Die folgenden Bilder zeigen verschiedene Designs von Schraubenköpfen und deren Kanten.
Der Rand des Schraubenkopfes.


Die häufigsten Profile am Schraubenkopf zum Ansatz eines Schraubendrehers oder Schraubenschlüssels sind:
Schlitzkopf
Außen-Sechskant
Außen-Vierkant
Innen-Sechskant (Inbus)
Innen-Sechsrund (Torx); bei Torx Plus Security mit fünf anstatt sechs Spitzen
Innen-Vielzahl (XZN)
Innen-Vierkant (Robertson, verbreitet in Nordamerika und im Lüftungsbau)
Kreuzschlitz (Phillips und Pozidriv).
Material der Schrauben
Schrauben werden in der Regel aus Stahl hergestellt. Wenn ein geringes Gewicht das Hauptkriterium ist, werden auch Materialien wie Aluminium und Titan verwendet. Stahlschrauben verfügen meist über eine umfassende Korrosionsschutzbeschichtung. In korrosionsanfälligen Umgebungen verwendet man häufig Edelstahlschrauben, Messingschrauben oder sogar Kunststoffschrauben, wenn die Lastanforderungen minimal sind. Die Hauptmaterialien zur Herstellung von Schrauben sind:
| Stahl | einfacher Baustahl … rostfreier Edelstahl |
| Legierungen | Messing, andere Buntmetalllegierungen |
| Nichteisenmetalle | Kupfer, Titan, Aluminium z. B. in Verbindung mit Magne-siumbauteilen |
| Verbundwerkstoff | Faserverbundmaterialien |
| Kunststoff | div. |
| Holz | zu dekorativen Zwecken |



Rostfreie oder korrosionsarme Schrauben bestehen aus:
nichtrostendem Stahl,
Nickellegierungen,
Kupferlegierungen (Messing),
Kunststoffen,
gelegentlich Aluminium,
Titan
kohlenstofffaserverstärktem Kunststoff („Carbon“).
Einfache Stahlschrauben benötigen einen Korrosionsschutz, wenn sie nicht in korrosionsfreien oder gering korrosiven Bedingungen eingesetzt werden. Allerdings ist unbehandelter Stahl generell immer anfällig für Korrosion durch Feuchtigkeit. Die gängigsten Oberflächenbehandlungsmethoden sind in der folgenden Tabelle aufgeführt.
| Verfahren | Erläuterung |
|---|---|
| Brünierung(geschwärzte Schrauben) | Es wird eine dünne, festanhaftende dunkelbraune bis schwarze Oxidschicht (Eisenoxiduloxid - Fe3O4) durch Tauchen in eine erhitzte, stark alkalische Salzlösung erzeugt. Die Norm dazu ist DIN 50938. Der erzielte Korrosionsschutz ist schwach, er dient optischen Gründen. |
| Phosphatierung | Es wird auf der Oberfläche chemisch oder elektrochemisch eine Phosphatschicht erzeugt. Schwacher Korrosionsschutz, vorwiegend bei Anforderungen an die Haftfähigkeit z. B. von Putz verwendet (z. B. Schnellbauschrauben im Trockenbau) bzw. im Automobilbau für Motorschrauben, die ohnehin keiner Korrosion ausgesetzt sind wie z. B. Pleuel- und Zylinderkopfschrauben. Vorteilhaft werden dabei die gute Einstellbarkeit der Reibungszahlen sowie die hohe Belastungsfähigkeit der Phosphatschicht ausgenutzt. Die Norm hierzu: EN 12476 |
| Stückverzinkung | Stückverzinkte Schrauben („tZn“) gemäß der Norm EN ISO 10684 werden in den Größen M8 bis M64 hergestellt. Sie besitzen eine mittlere Mindestzinkschichtdicke von 50 Mikrometer und kommen in der Regel im Stahl- und Metallbau zum Einsatz. Stückverzinkte Schrauben sind auch bei Außeneinsatz für Jahrzehnte vor Korrosion geschützt. |
| Galvanische Verzinkung | Galvanisch verzinkte Schrauben („galZn“) gemäß EN ISO 4042 und EN ISO 2081 sind sehr verbreitet und z. B. in Baumärkten erhältlich. Ihre handelsübliche Zinkschichtdicke beträgt 5 Mikrometer. Aus diesem Grund sind galvanisch verzinkte Schrauben nur für temporäre Einsätze im Außenbereich geeignet. |
| Zinklamellenüberzug | frei von sechswertigem Chrom (Cr-VI) bei hoher Korrosionsbeständigkeit herstellbar, keine Wasserstoffversprödung (Norm hierzu: EN ISO 10683, VDA 235-104) |
| Passivieren | Spontane, gezielte Erzeugung einer Schutzschicht zur Korrosionsminderung |
| Verzinnen | gute Weichlot-Oberfläche (Elektroindustrie) |
| Kadmierung | Ist aus Umweltschutzgründen eingestellt, Norm hierzu: EN ISO 2082 |
| Chromatierung | gemäß EN ISO 4520, EN ISO 4042). Üblich sind u. a. gelb und schwarz chromatierte Verbindungselemente, die beide sechswertiges Chrom enthalten, dessen Verwendung we-gen der Gesundheitsgefahr rückläufig ist. Alternative: blau passivierte Schrauben |
| Zink-Nickel-Beschichtung | Cr-VI-frei, Reibwert einstellbar, temperaturbeständig bis 300 °C, höchster Korrosionsschutz (>1000 h nach EN ISO 9227), zugelassen in der Automobilindustrie (s. EN ISO 4042, VDA 235-104) |
| Sherardisieren | In Europa wenig bekanntes Diffusions-Verzinkungsverfahren, Korrosionsbeständigkeit ist ver-gleichbar mit dem der Feuerverzinkung, gute Haftung |
| Hinweis | Lediglich vernickelte oder vermessingte Schrauben bieten keinen erhöhten Korrosionsschutz. |
Schraubenhersteller müssen das Korrosionsverhalten ihrer Produkte verstehen. Oft verwenden sie dafür den Salzsprühnebeltest, bei dem die Musterschrauben in einer Testkammer kontinuierlich einem Salzsprühnebel ausgesetzt werden, und das über eine bestimmte Dauer. Dieses Verfahren ist jedoch ziemlich theoretisch, da solche Salzsprühnebel in der Praxis nicht typischerweise auftreten.
Viele von uns kennen andere Oberflächenveredelungen wie Vergolden, Versilbern, Verchromen und Vernickeln, aber diese Behandlungen dienen hauptsächlich ästhetischen Zwecken.
Herstellung von Kopfschrauben

Spanplattenschrauben vor und nach dem Einwalzen des Gewindes
Die meisten vorkommenden Schrauben sind sogenannte Kopfschrauben. Ihre Herstellung erfolgt im Wesentlichen nach zwei Verfahren.
Kaltfließpressverfahren
Als Rohmaterial dient auf Spulen aufgewickelter Draht, der im Zuge des Abwickelns vor dem Pressen gerichtet wird. Der Arbeitsgang des Kaltfließpressens beinhaltet nacheinander die folgenden Arbeitsschritte, wie:
Dann wird das Gewinde mit einer Gewindewalzmaschine spanlos in die Oberfläche des Schraubenschafts gewalzt. Abhängig von Durchmesser und Länge könne etwa 300 Stück pro Minute hergestellt werden.
Warmpressverfahren
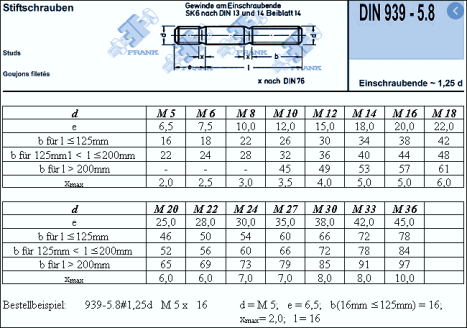
Stiftschrauben (Bild: Schrauben Frank, Aachen)
Das Schmieden auf einer Schmiedepresse wird für kleine bis mittlere Mengen und Durchmesser bis zu M 200 durchgeführt. Als Rohstoff dient Rundstahl in Stangenform. Nachdem er auf die gewünschte Länge geschnitten wurde, wird er je nach Material ganz oder teilweise auf die Schmiedetemperatur von ca. 1250°C erhitzt. Anschließend werden die Rohlinge durch Pressen vorgeformt und danach wird auf einer CNC-Drehmaschine das Gewinde geschnitten.
Sollen die Schrauben eine höhere Festigkeit haben, wird das Gewinde nicht geschnitten, sondern auf einer Gewinderollmaschine hergestellt.
Diese Methoden gelten für die Großserienproduktion. Im Hinblick auf Schrauben und Muttern, die für spezifische Anforderungen bei Reparaturen maßgeschneidert sind, wissen diejenigen im Facility Management von Einzelfertigungen auf Drehmaschinen, sofern solche Stationen im Unternehmen überhaupt noch vorhanden sind.
Montage (Anziehverfahren)
Ein Hauptvorteil von Schraubverbindungen ist die einfache Montage und vor allem Demontage ohne spezielle Werkzeuge, und dies kann oft schadensfrei erfolgen, im Gegensatz zum Schweißen. Verschraubte Verbindungen sind besonders nützlich in Situationen, in denen aufgrund ihrer erwarteten Lebensdauer mit Wartungsarbeiten zu rechnen ist, was sie im Facility Management besonders wertvoll macht. Andererseits tendieren viele industriell hergestellte Produkte zu permanenten Verbindungen, manchmal absichtlich, um Reparaturen zu erschweren oder zu verhindern. Während Facility Manager oft Schraubenköpfe bevorzugen, die leicht gelöst werden können, werden viele industrielle Produkte genau entgegengesetzt konzipiert.
Hersteller verwenden manchmal einzigartige Schraubenköpfe, die speziell für einen bestimmten Zweck entwickelt wurden und die nicht zu Standardwerkzeugen passen. Schraubverbindungen erfordern ein bestimmtes Drehmoment, das möglicherweise einen festgelegten Mindestwert hat, wie die Radmutter eines Fahrzeugs. Das dafür angepasste Werkzeug ist der einstellbare Drehmomentschlüssel. Um das notwendige Drehmoment aufbringen zu können, müssen die Schraubenköpfe (und möglicherweise auch die Muttern) über eine bestimmte Verbindungsgeometrie verfügen, wie dies in den entsprechenden Diagrammen gezeigt wurde.
In den meisten Fällen reichen die durch Reibung entstehenden Kräfte aus, um die Verbindung festzuhalten. Es könnten jedoch zusätzliche Vorkehrungen erforderlich sein, um sicherzustellen, dass die Verbindung sicher bleibt, wie beispielsweise die Verwendung von Splinten oder anderen Methoden.
Die gebräuchlichsten Montageverfahren durch Verschraubung sind folgende:
streckgrenzengesteuertes Anziehen, z. B. mit Drehmomentdrehwinkelschlüssel
drehmomentgesteuertes Anziehen, z. B. mit elektrischem Drehmomentschlüssel
drehmoment-drehwinkelgesteuertes Anziehen, z. B. mit Drehmomentdrehwinkelschlüssel
hydraulisches Vorspannen.
Bei der Herstellung einer Verbindung muss sichergestellt werden, dass die zu übertragende Betriebskraft sicher durch die Reibung der Verbindung übertragen wird. Wenn seitliche Kräfte auftreten, könnte sich die Verbindung versehentlich lösen. Die Richtlinie VDI 2230-1 "Systematische Berechnung hochbeanspruchter Schraubverbindungen - Zylindrische Einzelschraubenverbindungen" hilft bei der Gestaltung dieser Verbindungen.
Das Auftragen von Fett vor dem Herstellen einer Schraubverbindung ist in korrosiven Umgebungen ein bewährtes Verfahren und erleichtert spätere Demontagen. Dennoch sollte man vorsichtig sein, wenn man Fett oder andere Schmierstoffe verwendet, insbesondere wenn ein bestimmtes Drehmoment für die Schraubverbindung erforderlich ist. Ein Ergebnis der Nichteinhaltung könnte sein, dass sich das Gewinde überdreht, da die Schmierung ein falsches Drehmoment anzeigt, da sich die Schraube leichter einführt. In solchen Fällen ist es von entscheidender Bedeutung, den Planungsrichtlinien und den Anweisungen des Herstellers zu folgen. Beispielsweise sollten Materialien mit identischen thermischen Ausdehnungskoeffizienten verwendet werden, um mechanische Ermüdung aufgrund von Temperaturschwankungen zu vermeiden.
Für Behälter oder Rohre, die reinen Sauerstoff verwenden, müssen Schmierstoffe wegen der Gefahr spontaner Entzündung vermieden werden!
Das Verfahren zum Montieren von Schraubverbindungen hängt auch von der Größe der Schraube ab. Bei großen Schrauben ist es fast unmöglich, das erforderliche Drehmoment manuell zu erzeugen. Hier wird der thermische Effekt der Kontraktion während des Kühlens ausgenutzt, indem erhitzte Schrauben verwendet werden, die dann am System befestigt werden. Nach dem Abkühlen ist die notwendige Vorspannkraft erreicht. Im Gegensatz dazu ist die Montage von winzigen Schrauben in der Regel nur mit Hilfsmitteln wie einer Lupe möglich.
Fügen durch Schweißen
Für Strukturen, die dauerhaft sein sollen, wird hauptsächlich das Schweißverfahren verwendet. Das Schweißen wird gemäß (DIN 8580 Hauptgruppe 4 Teil 6) als die wichtigste Verbindungsmethode betrachtet. Zusätzlich kann eine geschweißte Beschichtung, auch als Auftragschweißen bekannt, aufgebracht werden.
Die Definition gemäß EN 14610 und DIN 1910-100 lautet: „Unlösbares Verbinden von Bauteilen unter Anwendung
von Wärme und/oder Druck
mit oder ohne Schweißzusatzwerkstoffe“.

Grundeinteilung des Schweißens
Füllmaterialien werden in der Regel in Form von Stäben oder Drähten zugeführt, die beim Schmelzen zwischen den zu verbindenden Teilen aushärten und so eine sichere Verbindung bilden. Die für das Schweißen benötigte Energie wird von außen bereitgestellt. Um das Schweißen überhaupt zu ermöglichen oder zu erleichtern und seine Qualität sicherzustellen, können verschiedene Schweißhilfsmittel verwendet werden.
Dies können beispielsweise sein:
Schutzgase,
Schweißpulver,
Flussmittel,
Vakuum (beim Elektronenstrahlschweißen)
Vakuum (beim Elektronenstrahlschweißen)
Grundsätzlich erfolgt das Schweißen entweder durch Erhitzen der Materialien bis zu einem Punkt des teilweisen Schmelzens an den vorgesehenen Verbindungsbereichen oder durch Verwendung von Hitze in Kombination mit Kraft. Das Schweißverfahren führt zu einer einheitlichen Verbindung. Solche Verbindungen weisen in der Regel eine hohe Festigkeit auf.
Das Schweißen hat sich weltweit als das kostengünstigste Verbindungsverfahren durchgesetzt. In vielerlei Hinsicht übertrifft es andere Techniken wie Schrauben oder Nieten aufgrund der Stärke seiner Verbindungen und seiner Kosteneffizienz. Es sollte jedoch darauf hingewiesen werden, dass nicht jeder einfach mit dem Schweißen beginnen kann. Um die notwendigen Qualitätsstandards einzuhalten, müssen Schweißer eine Ausbildung erhalten und eine Prüfung erfolgreich bestehen. Im Gegensatz dazu muss jemand, der einen "Schraubendreher" verwendet, solche Anforderungen nicht erfüllen.
Gliederung der Schweißverfahren
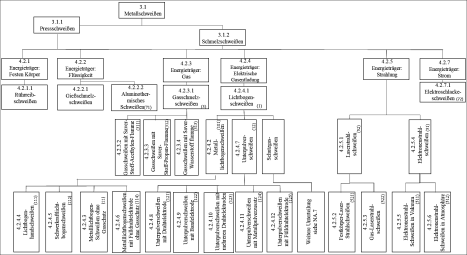
Schmelzschweißprozesse (mit Angabe der Abschnittsnummer aus DIN EN 14610)
Für den Facility-Manager bleibt das Schweißverfahren nur eine von vielen Methoden, um Reparaturen durchzuführen oder in gewissem Maße Neubauten in seinem Zuständigkeitsbereich zu realisieren. In diesem Zusammenhang ist die fast verwirrende Vielfalt an Schweißverfahren für ihn nicht von primärem Interesse. Im Bereich des Facility Managements sollte man jedoch einen guten Überblick über die Möglichkeiten und Chancen des Schweißens haben und sich bei Bedarf über die einschlägigen Normen das notwendige Fachwissen aneignen. Die Einteilung der Schweißverfahren erfolgt nach DIN EN 14610 unter Angabe der Seriennummern aus DIN EN ISO 4063. Eine Illustration aus der genannten Norm bietet einen Einblick, wie Schweißexperten verschiedene Fügeschweißverfahren kategorisieren.
So kann die Einteilung der Schweißverfahren beispielsweise vorgenommen werden nach
Art der auf das Werkstück einwirkenden Energiethermische Energie, etwa beim Schmelzschweißenthermische Energie mit gleichzeitigem oder anschließendem Zusammenpressen der Werkstücke, etwa bei vielen Widerstandsschweißverfahrenmechanische Energie, etwa beim Kaltpressschweißen mechanische Energie, die in thermische Energie umgewandelt wird, etwa beim Reibschweißen
Art des Grundwerkstoffs MetalleThermoplasteandere Werkstoffe und Kombinationen von Werkstoffen, wie beispielsweise Glas
Zweck des SchweißensVerbindungsschweißen dient dem Zusammenfügen von WerkstückenAuftragsschweißen dient dem Beschichten eines Werkstückes; sind Grund- und der Auftragswerkstoff unterschiedlich, wird weiter unterschieden in das Auftragsschweißen von PanzerungenPlattierungenPufferschichten
physikalischem Ablauf des SchweißensSchmelzschweißen ist Schweißen bei örtlich begrenztem Schmelzfluss, ohne Anwendung von Kraft mit oder ohne gleichartigem Schweißzusatz (ISO 857-1). Im Gegensatz zum Löten wird dabei die Liquidustemperatur der Grundwerkstoffe überschritten. Prinzipiell können alle Materialien, die in die schmelzflüssige Phase überführbar sind, durch Schmelzschweißen verbunden werden. Bei vielen Verfahren wird zusätzliches Material etwa in Form eines Schweißdrahtes zugeführt.Pressschweißen bringt die zu verbindenden Werkstoffe durch unterschiedliche Energieformen auf die erforderliche Schweißtemperatur, worauf die Verbindung unter Einwirkung einer Kraft hergestellt wird. Das Pressschweißen kommt ohne das Zuführen von zusätzlichem Material wie Schweißdraht aus.
Grad der MechanisierungHandschweißen als rein manuelles Schweißenals teilmechanisiertes Schweißen, bei dem der Zusatzwerkstoff und die Hilfsstoffe (Schutzgase) mechanisiert zugeführt werden, aber der Brenner von Hand bewegt wird,vollmechanisches Schweißen(voll-)automatisiertes Schweißen.
Schweißbarkeit eines Bauteils
Bevor es überhaupt darum gehen kann, etwas zusammenzufügen, muss das Verfahren klar sein. Bezüglich des Schweißens ist also festzustellen, ob das Bauteile bzw. die zusammenzufügenden Bauteile überhaupt schweißbar sind. (Schweißeignung).
Es müssen also zusammenpassen:
die Schweißeignung,
die Schweißsicherheit (durch eine schweißgeeignete Konstruktion)
und die Möglichkeit zu Schweißen (voraussetzende Fertigungsorganisation).
Hinsichtlich der Produktionsorganisation muss man sicherstellen, dass der richtige Schweißstrom verfügbar ist, eine effektive Absaugung der Schweißgase gegeben ist, ein Schutz gegen Blendung vorhanden ist, die notwendigen Schweißgenehmigungen vorliegen und nicht zuletzt ein qualifizierter Schweißer mit den erforderlichen Fachkenntnissen anwesend ist.
Schweißeignung eines Werkstoffs
Die Eignung zum Schweißen gibt an, ob und wie ein Material oder mehrere Materialien unter bestimmten Bedingungen verschweißt werden können, um die gewünschte Qualität der Schweißnaht zu gewährleisten. Es ist allgemein bekannt, dass die Wärmebehandlung die metallurgischen Eigenschaften von Eisen- oder Stahlmaterialien erheblich verändern kann. Abhängig von der Zusammensetzung des Materials und den Temperaturauswirkungen können sich nachteilige Mikrostrukturen bilden. Daher ist es wichtig, die Schweißeignung eines Materials gründlich zu prüfen, wenn dessen Eigenschaften nicht vollständig bekannt sind.
Qualität der Schweißverbindung
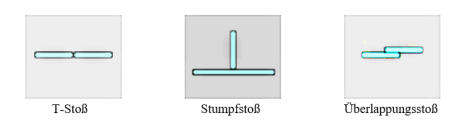
Schweißnahtstöße
Das Schweißen zielt darauf ab, Materialverbindungen zu schaffen, die die erwarteten Standards sowohl in Bezug auf Qualität als auch Langlebigkeit erfüllen. Da die Anforderungen je nach Situation variieren, gibt es keinen festgelegten Standard für Qualitätsmerkmale. Dies wird klarer, wenn man eine bestimmte Schweißnaht betrachtet. Solch eine Naht könnte von durchschnittlicher Qualität sein und möglicherweise einige Einschlüsse enthalten oder an bestimmten Stellen nicht vollständig durchgeschweißt sein. Diese Qualität wäre ausreichend für einen nicht unter Druck stehenden Behälter, der nur normales Wasser enthält. Diese gleiche Naht würde jedoch bei einer Röntgenuntersuchung in einem Druckbehälter nicht bestehen. Daher ist es entscheidend, genau zu definieren und bei Bedarf zu überprüfen, ob die Qualitätsstandards für das Schweißen die festgelegten Toleranzkriterien erfüllen. Der Verbindungspunkt, auch Schweißverbindung genannt, verdient besondere Aufmerksamkeit, da hier die Verbindung stattfindet. Daher müssen diese Verbindungsstellen methodisch konstruiert und technologisch auf das Schweißen vorbereitet werden.
Auswahl eines Schweißverfahrens
Wie bereits zuvor festgestellt wurde, stehen für das Fügen von konstruktiven Einzelteilen zu einer Gesamtkonstruktion eine Menge unterschiedlicher Schweißverfahren zur Verfügung. Aber nur eines davon ist das optimale Verfahren.
Dieses muss treffsicher herausgefunden werden die folgenden Kriterien können bei der Auswahl helfen:
Der Werkstoff bzw. die Werkstoffe selbst,
die Form der zu verschweißen Teile,
deren Zugänglichkeit (einfaches Schweißen im Sitzen am Schweißtisch oder aber Über-kopfschweißen bei großer Hitze in beengter Lage?)
die zu erreichende Qualität der Schweißnaht.
Nicht unerheblich sind auch die wirtschaftlichen Gesichtspunkte, wie:
die zu schweißende Stückzahl,
die Kostenbezogen auf die technologische Ausrüstungbezogen auf die Fertigung.
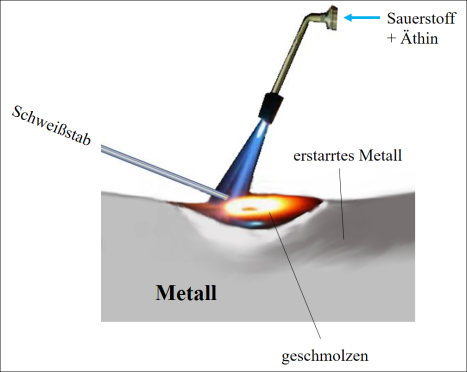
Beim Gasschmelzschweißen (Autogenschweißen) wird das Metall i.d.R. durch die Hitzeentwicklung (Flammentemperatur ca. 3200 °C) bei der Verbrennung eines Acetylen-Sauerstoff-Gemisches geschmolzen. Meist wird dabei ein Zusatzwerkstoff in Form eines Schweißdrahtes verwendet.
Das Gasschmelzverfahren kann im Grunde genommen überall angewendet werden. Umständlich ist lediglich der Transport der schweren Flaschen. Die Anwendung dieses Verfahrens betrifft vorrangig:
Das Schweißen dünner Bleche,
einiger NE-Metalle,
Reparatur- und Auftragsschweißung
vorrangig im Heizungs-, Installations- und Rohrleitungsbau.
Allerdings geht die Anwendung des Autogenschweißens bei der Herstellung großer Stückzahlen deutlich zurück, findet aber gerade im Reparaturbereich immer noch seine Anwendungsfälle.
Unterpulverschweißen
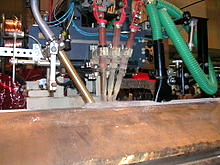
Unterpulverschweißen einer Rohr-Längsnaht im 3-Draht-Prozess
Das UP-Verfahren setzt man überall dort ein, wo es um sehr lange Schweißnähte geht, weil es eine hohe Abschmelzleistung besitzt.

Erstarrte Schlackestücke einer UP-Schweißraupe
Der Prozess ist nicht für Handarbeit geeignet. Währenddessen überlagert eine Schicht grobkörnigen Schweißpulvers den Schweißpool. Der elektrische Bogen erzeugt eine geschmolzene Schlacke. Diese Schlacke, die weniger dicht ist, steigt über das Schmelzbad auf und schützt das flüssige Metall vor äußeren atmosphärischen Einflüssen. Der Bogen zündet in einer mit Gas gefüllten Höhle unter der Schlacke und dem Pulver. Sie löst sich oft nach dem Schweißen natürlich ab. Nicht verwendetes Pulver kann für den späteren Gebrauch recycelt werden.
Einige der wichtigsten Vorteile des UP-Verfahrens sind:
Seine weitgehende Emissionsfreiheit, wodurch wenig Schweißgase freigesetzt wird.
Es ist kein Sichtschutz notwendig.
Es hat einen hohen thermischen Wirkungsgrad.
Das bedingt den Einsatz lediglich großer Blechdicken, was ja auch als Vorteil gesehen werden kann.
Unter Verwendung der richtigen Schweißparameter werden Schweißnähte von außergewöhnlicher Qualität erzielt. Während des Schweißens ist jedoch keine visuelle Inspektion möglich.
Mit dieser Methode kann durch die richtige Kombination von Draht und Pulver die chemische Zusammensetzung des Schweißmetalls verändert werden. Ein bemerkenswerter Nachteil ist, dass der Prozess aufgrund der Größe der Schmelzbäder auf eine Wannenposition beschränkt ist oder Pulverunterstützung erfordert.
Die wichtigsten Verfahren hierbei sind
das Lichtbogenhandschweißen
das Schutzgasschweißen mit zahlreichen Untervarianten
und das Unterpulver-Schweißen.
Ein elektrischer Lichtbogen, auch Schweißlicht genannt, entsteht zwischen dem Werkstück und einer Elektrode. Je nach Methode kann diese Elektrode schmelzen (Verbrauchselektrode) und so als Füllmaterial dienen oder nicht schmelzbar sein. Elektrisch gesehen ist das Werkstück der negative Pol (Kathode) und die Elektrode der positive Pol (Anode). Bei Verwendung von beschichteten Stabelektroden hängt die Polarität von der Beschichtung ab. Besteht sie aus schlecht ionisierbaren Komponenten, findet der Schweißvorgang am warmen positiven Pol statt, sonst am negativen Pol.
Lichtbogenhandschweißen
Lichtbogen-Handschweißen
Das Lichtbogen-Handschweißen, auch als Elektrodenschweißen bezeichnet, ist ein rein manuelles Verfahren. Die Elektrode ist abschmelzend.
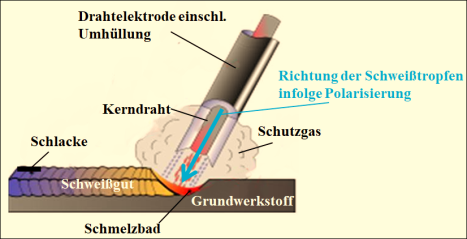
Die stabförmigen Elektroden besitzen eine ebenfalls abschmelzende Umhüllung. Diese Umhüllung verdampft teilweise und bildet auf diese Weise ein Schutzgas. Ein anderer Teil wird zur Schlacke. Durch beide Vorgänge wird die flüssige Schmelze vor ungünstigen Umgebungseinflüssen geschützt. Es gibt aus unterschiedlichen Materialien zusammengesetzte Elektroden. Dies betrifft einerseits die Elektrode selbst, aber auch die Umhüllung kann solche Bestandteile enthalten, dass die Schlacke in der Lage ist, die metallurgische Zusammensetzung der Schmelze zu ändern. Diesen Vorgang kann man bewusst durch die Wahl der Elektrode beeinflussen. Das Verfahren ist im Prinzip sehr einfach, kann praktisch überall angewendet werden und ist mit geringen Investitionen verbunden. Durch die notwendige Handarbeit ist es allerdings wenig produktiv, sodass es in erster Linie für Reparaturarbeiten in Werkstätten und auf Baustellen angewendet wird. So kommt es für das FM wohl am ehesten infrage.
Schutzgasschweißen (SG)
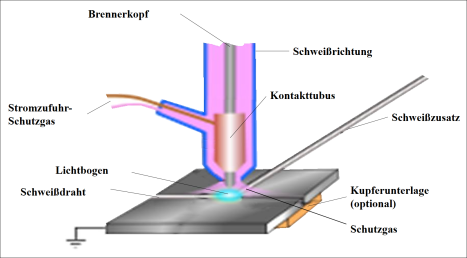
WIG-Schweißen, eine Variante des Schutzgasschweißens
Gasgeschütztes Lichtbogenschweißen ist die am häufigsten verwendete Methode. Ein Vorteil ist, dass es auch mechanisch eingesetzt werden kann und daher produktiver ist als Handschweißen. Mit dem entsprechenden Aufwand kann der Prozess auch vollständig automatisiert werden und eignet sich dann für sehr große Mengen.
Beim Lichtbogenschweißen werden die Elektrode und das Schmelzbad von einem Schutzgas umgeben, das aus der Brennerdüse kommt. Dadurch werden das Schmelzbad und der Schweißdraht vor äußeren Einflüssen geschützt.
Einige wichtige Verfahren des Schutzgasschweißens sind:
Plasmaschweißen: Der Lichtbogen erzeugt ein Plasma, welches eine höhere Leistungsdichte aufweist als der einfache Lichtbogen. Es ist sehr produktiv, jedoch nicht so flexibel wie andere Schutzgasverfahren. Dieses Verfahren ist als Übergang zum Strahlverfahren zu betrachten. Es ist mit dem WIG verwandt.
Metallschutzgasschweißen (MSG): Die Elektrode besteht grundsätzlich - ebenso wie beim Elektrohandschweißen - aus demselben Werkstoff wie das Werkstück selbst. Die Elektrode schmilzt während des Schweißvorganges kontinuierlich ab. Man unterscheidet MIG und MAG entsprechend der folgenden Definitionen:Metall-Inertgas-Schweißen (MIG): Die Anwendungsfälle sind vor allem Nichteisenmetalle und hochlegierte Stähle. Es werden zum Schutz der Schmelze Inertgase benutzt, die den Lichtbogen umströmen.Metall-Aktivgas-Schweißen (MAG): Der Einsatz erfolgt insbesondere bei un- und niedrig legierten Stählen. Zur gezielten metallurgischen Veränderung der Zusammensetzung der Schmelze verwendet man beim MAG-Verfahren Gase, die mit der Schmelze in definierte Reaktion treten können.
Wolfram-Inertgasschweißen (WIG): Das WIG-Verfahren verwendet eine Elektrode aus Wolfram, welche nicht abschmelzend ist. Das Verfahren wird eingesetzt, wenn sehr gute Nahtqualitäten erreicht werden müssen. Die Produktivität ist allerdings geringer, weil es langsamer arbeitet als beispielsweise das MSG-Schweißen.
Das Einsatzgebiet des Laserschweißen ist vor allem dort, wo
schmale und schlanke Schweißnahtformen erzeugt werden müssen,
eine hohe Schweißgeschwindigkeit notwendig ist,
und wo die Teile ohne thermischen Verzug gefügt werden müssen.
Laserschweißen
In dieser Methode wird kein Füllmaterial benötigt. Das Schweißgerät stellt sicher, dass der Verbindungspunkt der Werkstücke mit dem Brennpunkt der Laseroptik übereinstimmt. Die Position dieses Brennpunkts spielt unter anderem eine Rolle bei der Bestimmung der Schweißtiefe. Die einzigartige Funktionalität des Lasers führt zu einer hohen Energiekonzentration, da sein Strahl oft weniger als einige Zehntel eines Millimeters im Durchmesser misst. Dies ermöglicht es, mehrere Kilowatt Laserleistung auf eine winzige Fläche zu konzentrieren, was zu einem unglaublich schnellen Temperaturanstieg an der Oberfläche des Werkstücks führt und ein Schmelzbad erzeugt.
Da keine Zusatzstoffe eingeführt werden und der Laserstrahl keine Wärme erzeugt, kühlt die Schweißnaht sehr schnell ab. Dies verleiht der Naht eine hohe Festigkeit, geht jedoch zu Lasten der Zähigkeit.
Elektronenstrahlschweißen
Beim Elektronenstrahlschweißen wird die Schweißenergie durch beschleunigte Elektronen in den Schweißbereich eingeleitet, und zwar mittels einer Hochspannung von etwa 60 KV. Der Elektronenstrahl bildet sich in einem Hochvakuum von weniger als 10-4 mbar. Dieser Strahl hat eine Leistung von etwa 30 KW, und der Arbeitsabstand zwischen dem Austrittspunkt des Strahls und dem Werkstück kann je nach Bedarf auf bis zu 36 mm eingestellt werden.
Die Leistung dieser Methode ist vergleichbar mit der des Laserstrahlschweißens. Das Elektronenstrahlschweißen hat jedoch den Vorteil einer höheren Effizienz bei der Strahlerzeugung und des Fehlens von Schutzgas, was es insgesamt kostengünstiger macht als viele Lasersysteme. Es eignet sich hervorragend für kleinere, komplexe Schweißnähte, da der Elektronenstrahl mit elektrischen/magnetischen Feldern schnell und präzise abgelenkt werden kann. Dies ermöglicht hohe Schweißgeschwindigkeiten und die Erstellung von tiefen, schmalen und perfekt parallelen Nähten.
Es sollte jedoch auch erwähnt werden, dass diese Technik nicht für den betrieblichen Einsatz im Facility Management in Betracht gezogen werden sollte. Sie ist eher geeignet für die Massenproduktion in der Industrie, wie z.B. Autotransmissionen, Luftfahrtkomponenten, Medizintechnik usw.
Aluminothermisches Schweißen

Aluminothermisches Schweißen von Eisenbahnschienen
Das Aluminothermische Schweißen, auch als Thermit-Schweißen bekannt, wird hauptsächlich zum Verbinden von Eisenbahnschienen verwendet. Es handelt sich dabei eher um einen Spezialfall für das Facility Management, es sei denn, das Unternehmen verfügt über eigene Bahngleise.
Ein Bild veranschaulicht das Verfahren, welches recht einfach ist. Ein Tiegel mit einem Loch an seiner Basis wird über die zu verbindenden Schienen gestellt. In diesem Tiegel wird eine Kombination aus Eisenoxid und Aluminium-Pulver mit Hilfe eines Magnesium-Chips entzündet. Dies führt zur Bildung von flüssigem Eisen bei etwa 2450°C mit darauf schwimmender Aluminiumoxid-Schlacke.
Pressschweißverfahren

Feuerschweißen: Glühendes Blechpaket mit schmelzendem Borax
Um vollständig zu sein, werden die folgenden Schweißverfahren nur kurz erwähnt und nicht im Detail beschrieben, da sie insbesondere im Facility Management wahrscheinlich nicht zum Einsatz kommen.
Feuerschweißen:
Bei dieser Technik werden Metalle in einem Feuer ohne Luft verschmolzen. Das Metall wird in einen formbaren Zustand erhitzt und anschließend durch starken Druck, oft durch Hammerschläge, vereint.

Widerstandsschweißen (Punktschweißen)
Widerstandsschweißen
Beim Widerstandsschweißen wird der elektrische Widerstand der zu verbindenden Werkstoffe genutzt. Die Materialien werden zusammengedrückt und ein elektrischer Strom fließt durch sie hindurch. Der höchste Widerstand tritt an ihren Berührungspunkten auf.
Hier entsteht die meiste Wärme, wodurch die Werkstücke am stärksten erhitzt werden und sich folglich miteinander verschmelzen. Innerhalb des Widerstandsschweißens werden verschiedene Verfahren unterschieden. Dazu gehören:
| Verfahren | Stichwort |
|---|---|
| Punktschweißen (auch Widerstands-punktschweißen genannt) | Karosseriebau |
| Rollennahtschweißen | Konservendosen |
| Pressstumpfschweißverfahren und das Abbrennstumpfschweißen | Rollen, Ringe, Kettenglieder, Schie-nen-, Beton-Armierungsstähle, Fens-terrahmen, Folien und Schläuche |
| Widerstandsbuckelschweißen | in einem der zu verbindenden Bauteile eine oder mehrere Erhöhungen (Schweißbuckel) |
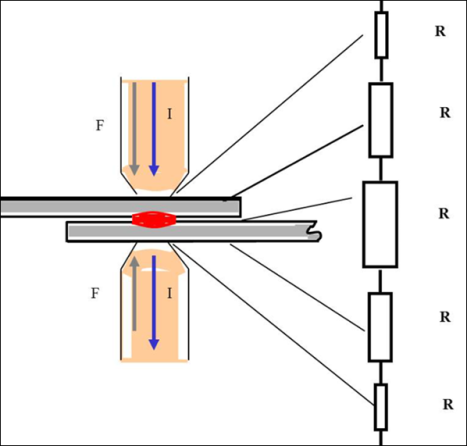
Prinzip des Widerstandspunktschweißens (Bild: Nimak-GmbH)
Es bedeuten:
F: Kraft [kN]
I: Strom [A]
R: Widerststand [W]
Widerstandsschweißverfahren
Kaltpressschweißen
Verbindungen werden durch Anwendung von starkem Druck unterhalb der Rekristallisationstemperatur hergestellt. Anstatt zu schmelzen, tritt eine plastische Verformung auf. Kalt-Press-Schweißen, wie auch andere Schweißtechniken, ist effektiv, um leitfähige Verbindungen herzustellen. Im Hochvakuum können Metalle mit anderen Materialien, wie zum Beispiel Keramik, kalt gepresst geschweißt werden.
Reibschweißen
In dieser Methode werden die zu verbindenden Komponenten an ihren Kontaktstellen gedrückt und gegeneinander bewegt. Diese Bewegung verursacht Reibung, wodurch sich die Verbindungsstelle erhitzt und eine Plastifizierung des Materials stattfindet. Ein kritischer Aspekt dieses Verfahrens ist die Sicherstellung, dass die Komponenten vor dem Aufbringen des starken Verbindungsdrucks genau ausgerichtet sind.
Verfahrensvarianten sind das
Rotationsreibschweißen,
das Orbitalreibschweißen
und das Rührreibschweißen.
Ultraschallschweißen

Sonotrode mit Katenoiden-Form zum Ultraschall-Schweißen
Ultraschallschweißen ist vielseitig einsetzbar und eignet sich sowohl zum Verbinden von Metallen als auch von Thermoplasten. Automobilhersteller verwenden dieses Verfahren zur Herstellung von Kabelsträngen, während es in der Verpackungsbranche für die Erstellung von Kunststoffverpackungen eingesetzt wird. Die Verschmelzung der Materialien erfolgt durch mechanische Schwingungen mit hoher Frequenz (20-35 kHz). Da die Reibung auf molekularer und grenzflächenmäßiger Ebene Wärme erzeugt, wird dieses Verfahren als Reibschweißen eingestuft.
Sprengschweißen

Verbindungsfläche einer Sprengschweißung mit den typischen Wellen-Strukturen
Wenn nicht schmelzbare Materialien sicher verbunden werden müssen, empfiehlt sich das Explosivschweißen. Bei diesem Verfahren werden die beiden zu verbindenden Oberflächen mit Hilfe von Sprengstoffen mit einer hohen Geschwindigkeit von etwa 100 m/s in einem bestimmten Winkel zusammengeführt. Die hohe Kollisionsenergie ermöglicht eine Bindung und verschmilzt die Materialien auf atomarer Ebene. Ein Beispiel aus der Praxis ist die Verbindung von Kupfer mit Titan. Angesichts der Verwendung von hochexplosiven Sprengstoffen ist offensichtlich, dass dieses Verfahren nicht weit verbreitet ist.
Elektromagnetisches Pulsschweißen

Schweißen von Aluminium auf Stahl mit der elektromagnetischen Pulstechnik
Die elektromagnetische Impulschweißung (auch bekannt als EMP-Schweißen oder EMPW) ermöglicht das Verbinden von Mischmaterial-Verbundstoffen und ähnlichen Substanzen in nur 25 μs. Erstaunlicherweise erreicht sie dies ohne Wärmeerzeugung und nutzt die Technik des magnetischen Formens (auch als elektromagnetische Impulstechnologie oder EMPT bezeichnet). Ein besonderes Merkmal dieser Technik ist ihre Fähigkeit, metallische Stoffe mit sehr unterschiedlichen Schmelztemperaturen zu verschweißen. Zudem gibt es keine Veränderung der Mikrostruktur, wie sie durch Hitze induziert werden könnte. Das ermöglicht beispielsweise das Verbinden von Blechen aus hochfesten Stählen mit Aluminiumblechen.
Diffusionsschweißen
Seit ungefähr 50 Jahren wird das Diffusionsschweißen eingesetzt, um hauptsächlich metallische Werkstücke miteinander zu verbinden. Die Qualität der Verbindung ist außergewöhnlich hoch. Üblicherweise erfolgt das Diffusionsschweißen unter hohem Druck, der etwa dem Streckgrenzenwert entspricht, jedoch unterhalb der Festustemperatur bleibt. Diese Methode wird vorwiegend in der Pulvermetallurgie verwendet und als Heißisostatisches Pressen (HIP) bezeichnet.
Nieten
Ein weiteres häufig verwendetes Verbindungssystem ist das Nieten. Obwohl dieses Verfahren seine Hochzeit bereits hinter sich hat, wird es in bestimmten Fällen immer noch erfolgreich eingesetzt. So findet man es zum Beispiel noch in Werkstätten, während große Konstruktionen wie Brücken und Schiffe heutzutage selbstverständlich geschweißt werden. Ein Niet besteht in der Regel aus einem zylindrischen Metallbolzen mit einem Nietkopf, dessen Design hauptsächlich von seinem spezifischen Einsatz abhängt.

Niete aus dem Schiffbau
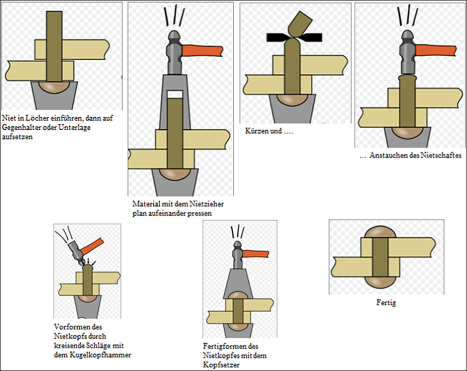
Um den Nietenprozess durchzuführen, wird an der vorgesehenen Verbindungsstelle ein Loch, das dem Durchmesser des Niets entspricht, durch beide Bauteile gebohrt. Dies geschieht in der Regel durch Bohren, aber auch Methoden wie das Stanzen werden verwendet. Sobald der Niet durch die Löcher gefädelt ist, wird er fest mit seinem Kopf auf einer Seite der Bauteile gedrückt. Das eigentliche Verbinden erfolgt durch Verbreitung des Schaftes unter Druck.
Es wird grundsätzlich zwischen Kalt- und Heißnieten unterschieden. Bei Nietdurchmessern von weniger als 8 mm wird das Kalt-Nieten verwendet. Bei größeren Abmessungen kommt das Heißnieten zum Einsatz. Bei diesem Verfahren wird der Niet, oft bis zu einem gelblichen Schimmer im Schmiedefeuer, erhitzt, in sein zugewiesenes Loch eingeführt und der Kopf wird dann mit einem spezialisierten Werkzeug, bekannt als Kopfsetzer, geformt. Ein besonderer Aspekt des Heißnietens ist das anschließende Schrumpfen des Niets beim Abkühlen. Dies führt zu einer engen Passung, wodurch die Reibung zwischen den Teilen erhöht wird und die Verbindungsfestigkeit verbessert wird.

Brücke mit historischem, genieteten Träger rechts und neuem, geschweißten Träger links
Das folgende Bild zeigt eine Brücke, bei der der linke Brückenbogen bereits renoviert wurde. Gemäß modernen Praktiken wurde Schweißen anstelle von Nieten verwendet.


Niete am Flugzeugrumpf
Nieten eignet sich für Flachstähle oder Bleche jeder Größe. Das obige Bild zeigt einen genieteten Rumpf, wie er noch auf älteren Schiffen zu sehen ist. Aber auch in Flugzeugen früherer Produktionsjahre sind diese genieteten Verbindungen zu finden.
Für die Herstellung einer genieteten Verbindung werden bestimmte Werkzeuge benötigt. Die einfachste Methode, eine Nietverbindung herzustellen, besteht darin, den Nietkopf mit einem Hammer zu komprimieren, während das vorbereitete Werkstück auf einer festen Unterlage, beispielsweise einem Amboss, ruht. Der Nietvorgang wird erleichtert, wenn die vorbereitete Verbindung nicht locker ist, sondern bereits fest verbunden ist. Dies wird erreicht, indem ein Loch gebohrt wird, das einen etwas kleineren Durchmesser hat als der des Nietenschafts. Für das enge Einsetzen des Nietes durch das engere Loch wird ein Nietsetzer, auch Nietzange genannt, verwendet.

Typische Nietverbindung einer Stahlkonstruktion Bild: Markus Schweiss -Eigenes Werk, CC BY-SA 3.0. Wikipedia
Wenn die Nietverbindungen nicht nur praktisch, sondern auch formschön aussehen sollen, wird der Nietkopf nicht einfach mit einem Hammer geschlagen. Stattdessen wird, insbesondere beim Heißnieten, ein spezielles Werkzeug, der Kopfmacher, verwendet.
Nebenleistungen, besondere Leistungen
Nachdem die unterschiedlichsten Verbindungstypen im Stahlbau beschrieben wurden, geht es nun um die möglichen Nebenleistungen gemäß ATV DIN 18299, Abschnitt 4.1. Es wurde bereits darauf hingewiesen, dass Verbindungen im Stahlbau wegen ihrer objektspezifischen Unterschiede kaum standardisiert werden können.
Aus diesem Grund sind die Umstände jedes Projekts sehr individuell, was eine Vielzahl von möglichen Sonderleistungen mit sich bringt:
Vorhalten der jeweils an den Bau angepassten Gerüste (projekteigene Nutzung),
Wiegen der Stahlbauteile oder Liefern der Gewichtsberechnungen für die Abrechnung.
Erstellen und Vorhalten von Hilfskonstruktionen für den Montage- und Bauzustand Abspannungen, Hilfsstützen und Traggerüste...
Feststellen des Zustands der Straßen, der Geländeoberfläche, der Vorfluter usw. nach § 3 Abs. 4 VOB/B.
Herstellen, Vorhalten und Rückbauen der Abdeckungen und Umwehrungen von Öffnungen während der eigenen Benutzungsdauer. (Während der eigenen Benutzungsdauer können die Einrichtungen auch durch andere Unternehmer mitbenutzt werden. Der Abschluss der eigenen Benutzung ist dem Auftraggeber unverzüglich schriftlich mitzuteilen. Eine darüberhinausgehende Gebrauchsüberlassung, Vorhaltung und späterer Abbau sind „Besondere Leistungen“.)
Reinigen des Untergrundes, ausgenommen Leistungen nach Abschnitt 4.2.5.
Schutz von Bau- und Anlagenteilen vor Verunreinigungen und Beschädigung während der Stahlbauarbeiten durch loses Abdecken, Abhängen oder Umwickeln, ausgenommen Schutzmaßnahmen nach Abschnitt 4.2.11.
Stellen der für die Prüfung während der Herstellung und für die Abnahme der Leistung des Auftragnehmers erforderlichen Proben, Arbeitskräfte, Maschinen und Werkzeuge.
Fertigstellen von Bauteilen in mehreren Arbeitsgängen zur Ermöglichung von Arbeiten anderer Unternehmer, soweit die eigenen Leistungen im Zuge gleichartiger Montagearbeiten kontinuierlich erbracht werden können.
Sind diese Voraussetzungen nicht gegeben, handelt es sich um „Besondere Leistungen“
Einmessen von Fundamentaussparungen bis 0,8 m Tiefe.
Dichtheitsprüfungen, soweit diese zum Nachweis der Funktionsfähigkeit notwendig sind.
Aber auch über diese speziellen Maßnahmen hinaus führt die Arbeit im Stahlbau immer zu begleitenden Dienstleistungen, die sich als notwendig erweisen und die nicht vergessen werden dürfen. Aus diesem Grund wird eine umfassende und sorgfältige Projektvorbereitung dringend empfohlen. Nur so lassen sich von Anfang an Kostenpläne erstellen, an die man sich tatsächlich halten kann. Wenn Sie die einzelnen zusätzlichen Dienstleistungen durchgehen, die folgen, fragen Sie sich vielleicht, welche von ihnen Sie von Anfang an in die Planung einbeziehen würden.
Dementsprechend ergeben sich die folgenden möglichen weiteren Besonderen Leistungen.
Vorhalten von Aufenthalts- und Lagerräumen, wenn der Auftraggeber leicht verschließbare Räume nicht zur Verfügung stellt.der Gerüste über die eigene Benutzungsdauer hinaus für andere Unternehmer.von Hebezeugen, Aufzügen, Aufenthalts- und Lagerräumen, Einrichtungen und dergleichen für Zwecke anderer Unternehmer.
Umbau von Gerüsten,
Schutz vor ungeeigneten klimatischen Bedingungen
Reinigen des Untergrundes von grober Verschmutzung, z. B. durch Bauschutt, Gipsreste, Mörtelreste, Betonreste, Farbreste, Öl, soweit diese nicht durch den Auftragnehmer verursacht wurde.
Ausgleich von größeren Unebenheiten und Maßabweichungen des Befestigungsuntergrundes als nach DIN 18202 zulässig.
Erfüllen erhöhter Anforderungen an die Ebenheit und Maßhaltigkeit
Leistungen für den Brand-, Schall-, Wärme-, Feuchte- und Strahlenschutz, soweit diese über die Leistungen nach Abschnitt 3 hinausgehen.
Herstellenvon Bewegungsfugen sowie Fugendichtungen.Herstellen, Anbringen oder Einbau von Mustern, Musterflächen, Musterkonstruktionen.von besonderem Schutz von Bau- und Anlagenteilen sowie Einrichtungsgegenständen, z. B. Abkleben von Fenstern, Türen, Böden, Belägen, Treppen, Hölzern, Dachflächen, oberflächenfertigen Teilen, staubdichtes Abkleben von empfindlichen Einrichtungen und technischen Geräten, Staubschutzwände, Notdächer, Auslegen von Hartfaserplatten oder Bautenschutzfolien größer 0,2 mm Dicke. von Anschlüssen an angrenzende Bauteile, z. B. Kranbahnen. Herstellen bzw. Schließen von Aussparungen, z. B. Löcher, Durchbrüche und Schlitze in angrenzenden Bauteilen.Erstellen und Vorhalten von besonderen Hilfskonstruktionen für den Montage- und Bauzustand, die über die Leistungen nach 4.1.2 hinausgehen,sowie von Verstärkungen, sofern dafür statische und zeichnerische Unterlagen erforderlich sind (z. B. wenn bestimmte Montagezustände vorgegeben sind; wenn für Montagezustände besondere statische Betrachtungen erforderlich werden).
Fertigstellen von Bauteilen in mehreren Arbeitsgängen zur Ermöglichung von Arbeiten anderer Unternehmer, soweit die eigenen Leistungen nicht im Zuge gleichartiger Montagearbeiten kontinuierlich erbracht werden können
Materialprüfungen und deren Nachweise, welche über die in den Ausführungsnormen in Abschnitt 3 geforderten Prüfbescheinigungen hinausgehen.
Einbringen und Entfernen flüssiger Füllstoffe zur Dichtheitsprobe, wenn der Dichtheitsnachweis auch mit anderen Mitteln geführt werden kann.
Probebelastungen.
Anbringen von An- oder Einbauteilen, z. B. Unterkonstruktionen, Fassadenanschlussbauteilen, Ankerschienen, Rohren, Leitungen, Zargen und dergleichen.
Einmessen von Fundamentaussparungen mit mehr als 0,8 m Tiefe.
Erstellen von Ausführungsunterlagen, z. B. statische Berechnungen, Detailnachweise einschließlich der Verbindungsmittel.
Erlangen der Genehmigung zur Verwendung von Bauteilen, für die eine Zustimmung im Einzelfall oder eine auftraggeberspezifische Genehmigung oder Zulassung erforderlich ist.
Vergießen bzw. Verpressen von Lagern, Stützenfüßen und Verankerungen.
Leistungen für den Ausgleich zeit- und lastabhängiger Verformungen von Unterbauten, Gründungs- und Anschlussbauteilen aus Beton, Stahlbeton und Spannbeton.
Leistungen zur temporären Aussteifung und Unterstützung von Verbundkonstruktionen.
Boden- und Wasseruntersuchungen.
Gebrauchsüberlassung, Vorhaltung und der spätere Abbau von Abdeckungen und Umwehrungen von Öffnungen über die eigene Benutzungsdauer hinaus.
Einzelregelungen Gewichtsermittlung durch Wiegen (Sämtliche Bauteile sind zu wiegen. Von gleichen Bauteilen braucht nur eine angemessene Anzahl gewogen zu werden.)
Kopfbolzendübel (Kopfbolzendübel werden nach Stück abgerechnet.)
Ermittlung der Maße/Mengen bei Flachstählen bis 180 mm Breite sowie bei Form- und Stabstählen die größte Länge und der volle Querschnitt,bei Flachstählen über 180 mm Breite und bei Blechen die Fläche des kleinsten umschriebenen Rechtecks.
Bei der Berechnung der Masse ist zugrunde zu legen: bei genormten Profilen die theoretische Masse nach DIN-Norm, bei anderen Profilen die Masse aus dem Profilbuch des Herstellers, bei Blechen, Breitflachstählen und Bandstählen die Masse von 7,85 kg je m² Fläche und mm Dicke, bei Formstücken aus Stahl oder Stahlguss die Dichte von 7,85 kg/m3, bei Formstücken aus Gusseisen (Grauguss) die Dichte von 7,25 kg/m3.
Die vorgenannten Abrechnungsgrundsätze sind auf die im Rahmen des Projektes aufgewendeten Kleinteile entsprechend anzuwenden.
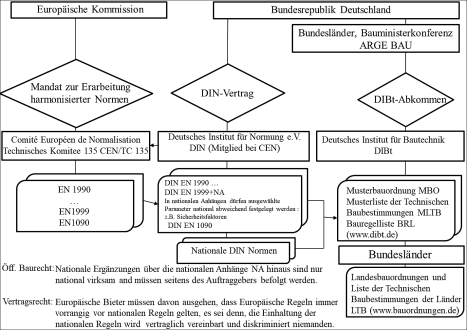
Allgemeines Baurecht-Verzeichnis
Ein Überblick über die Vorschriften wird im folgenden Bild gezeigt. Die Bestimmung, inwieweit diese berücksichtigt werden müssen, sollte eine der vorbereitenden Maßnahmen eines jeden Projekts sein.
Ergebnis:
Die Praxis zeigt immer wieder, wie wichtig eine gründliche Projektvorbereitung ist. Wer Stahlbauarbeiten durchführt oder "einfach so" durchführen lässt und die Komplexität unterschätzt, wird das Projekt nie in seinem Interesse überblicken können, geschweige denn kontrollieren. Erst recht sollte nicht erwartet werden, dass die Buchhaltung im Rahmen des Projektbudgets steht und vor allem nachprüfbar ist.